Piantare e coltivare cipolle Forma della cipolla e metodo di propagazione
Insieme alle cipolle, all'aglio e ai porri, i giardinieri coltivano volentieri anche cipolle perenni: batun, erba cipollina, melma,...
L'incudine del fabbro. La produttività della forgiatura e l'accuratezza della forgiatura finita dipendono dalla corretta progettazione di questo oggetto, a prima vista, molto semplice. Nel frattempo, non è affatto necessario ordinare uno strumento da un'officina specializzata: se si dispone di un determinato set di attrezzature di lavoro, un artigiano domestico può realizzarlo con le proprie mani.
I tipi di incudini e le loro forme sono diversi. Sono luokitus:
Un design e una forma così complessi dell'attrezzatura sono determinati dalla varietà di operazioni di forgiatura che possono essere eseguite soolo usezando un'incudine.
Lataa GOST 11398-75 “Strummenti di forgiatura per lavoro manuale e con martello. Incudini a due corni."
Perinteiset dell'incudine di un fabbro -komponentit:
In condizioni di fabbrica, incudini sono realizzate in acciaio da 35 litri, ad esempio, nello stabilimento JSC Glazov “Metalist”.
Una mini-incudine semplificata può essere realizzata a mano da un ampio canale a flangia uguale GOST 8240 o da un pezzo di binario in acciaio, e gli esperti ritengono che non una ferrovia, ma una rotaia per gru KRtapique a sti KR1140 .
Lataa GOST 11397-75 “Rakenne di forgiatura per lavoro manuale e con martello. Le incudini hanno un solo corno.”
Lavoron valmistus
La scelta del tipo di pezzo grezzo iniziale per uno strumento così fatto in casa dipende dagli scopi per i quali è stato realizzato. Per la forgiatura a caldo di piccoli pezzi fucinati con le proprie mani, è abbastanza adatta una versione da tavolo ricavata da un canale; oggetti più massicci possono essere forgiati soolo su un'incudine su rotaia.
Il canale originale in acciaio con numero non inferiore a 36U tai 40U deve necessariamente avere una pendenza dei bordi interni dei ripiani. In questo caso, le sollecitazioni di flessione ammissibili sono maggiori e lo scaffale non si affloscia sotto carico. Le dimensioni dell'incudine fatta in casa in questo caso saranno le seguenti:
- per il numero 36U: Largezza 110 mm, Altezza 360 mm;
- per il numero 40U: Largezza 115 mm, Altezza 400 mm.
La lunghezza del pezzo viene solitamente presa in base alle esigenze individuali: di solito non supera i 400 mm. Non è consigliabile adottare un profilo di canale Economico, poiché il suo peso è inferiore e il momento di resistenza e rigidità sono inferiori. Il materiale solitamente utilizzato è l'acciaio St. 3sp, ma è scegliere un profile in acciaio 17G1S, che ha una resistenza maggiore.
La durata del prodotto può essere aumentata se sul piano anteriore è installata una piastra di base temprata in acciaio per utensili del tipo 5ХНМ o 5ХГС. Lo spessore della piastra deve essere almeno 5...6 mm.
Requisiti simili per materiale e dimensioni sono imposti all'incudine, la cui fabbricazione è pianificata su rotaia. Innanzitutto, dovresti praticare un foro cieco rotondo nel pezzo.
Tipi e tipi di incudini
Fare un'incudine
Tule ymmärtämään un'incudine? La sequenza delle operazioni è la sekuntia. Per prima cosa prendi un corno. Per fare ciò, una delle estremità del pezzo viene gradualmente lavorata con una smerigliatrice su una superficie approssimativamente conica, dopo di che viene macinata e affilata fino all'aspetto di un tronco di cono. Quindi la parte tagliente viene regelata con una lima. Anche la coda è ottenuta con la stessa lavorazione meccanica.
Per un'incudine da tavolo da un canale, è mahdotonta toteuttaa gli elementi di cui sopra, poiché la versione composita non ha un corpo in sezione per fissarli saldamente.
La fase successiva on progettare le zampe di supporto con le tue mani. Per un'incudine ferroviaria non ce n'è bisogno, poiché il poggiatesta presenta già sporgenze tecnologiche. Usandoli, puoi praticare i fori di montaggio necessari per il fissaggio con le tue mani. Nel profilo del canale, tutti i fori sono praticati nella flangia condizionatamente inferiore. Containdo il peso elevato, un'incudine lunga è fissata con sei bulloni, una corta: ne bastano quattro. Per il fissaggio sono adatti bulloni da M16 e superiori.
Un punto tärkeäe è l'installazione dell'incudine in officina. Poiché il prodotto subisce vibrazioni e vibrazioni dinamiche significative durante l'uso, è necessario installare sotto di esso una base di legno che smorzerà con successo le vibrazioni. Può essere ricavato da un ceppo di quercia o da un blocco di legno secco e il rapporto tra altezza e dimensione della sezione trasversale non deve essere superiore a 1.5:1. Il peso dell'impalcato/ceppo deve superare di almeno 10 volte il peso dell'attrezzatura assemblata. Un chabot così improvisato viene sepolto nel terreno almeno per metà dell'altezza, livellato, dopo di che il terreno viene completamente compattato. Quando si versa una base di semento, è necessario trattare il legno con un antisettico prima dell'installazione.
L'incudine di un fabbro, realizzata a mano, non ha una durata inferiore ai campioni professionali.
È anche acceptito realizzare la base dell'incudine sotto forma di cremagliera in ghisa o acciaio per la mobilità.

A volte usano solo ceppi di quercia, acero o betulla.

Valokuva un'incudine su un ceppo della festa del fabbro
Puoi anche usare un barile di legno o di metallo riempito di sabbia, argilla o terra e posizionare sopra un cuscino di legno.

È pratico coprire la parte superiore della sedia con un ferro da copertura, in modo che la sedia non bruci a causa di ceppi caldi e altro.
L'altezza della base è determinata individualmente. Si consiglia di realizzarlo ad un'altezza tale che il fabbro possa toccare la faccia dell'incudine con le dita della mano abbassata. Quindi non spenderà ulteriori sforzi durante la forgiatura, sporgendosi in avanti e sollevando il martello troppo in alto. In altre parole, non si stancherà inutilmente mentre lavora.
Se viene usezata un'incudine con un solo corno (molto spesso questo è il caso), il corno dovrebbe essere a sinistra del fabbro.
A causa dell'enorme carico sull'incudine durante il processo di forgiatura, questa deve essere fissata saldamente alla sedia. La base dovrebbe essere rigorosamente verticale e la faccia dell'incudine, di conseguenza, rigorosamente orizzontale. Durante la forgiatura né l'incudine né la sedia devono vibrare.
L'incudine è posta ad una distanza di 1,5-2 metri dalla fucina e all'incirca alla stessa altezza; Ciò facilita il trasferimento del pezzo caldo dalla fucina al piano di lavoro dell'incudine.
Dovrebbe essere lasciato abbastanza spazio libero per i martelli e altri lavoratori ausiliari.
Anche da questo metallo puoi realizzare una base per un'incudine, guarda un breve video qui. E la foto mostra l'assemblaggio di quella base passo dopo passo.

Quasi chiunque può realizzare attrezzature per lo stampaggio a freddo e utilizzarle.
Il fabbro richiede un'ampia varietà di strumenti e attrezzature. Il Principe strumento di forgiatura di supporto è l'incudine (kuva 8).

Moderno incudini realizzato in acciaio da 45 litra tramite fusione, peso da 10 ja 270 kg. Le incudini sono disponibili in diversi tipi: senza corna, con un corno, con due corni. Il più comodo e monipuolinen da usare è il cosiddetto incudine a due corni, mostrato kuvassa. 8, a (a destra). La superficie orizzontale superiore del terreno sull'incudine è chiamata faccia, o platband, e su di essa vengono eseguiti tutti i lavori di forgiatura di base. Facce lateraali le incudini formano un angolo di 90° con la superficie anterio, le nervature dell'incudine devono essere abbastanza affilate, senza scheggiature tai attorcigliature. Sulle nervature vengono effettuate la piegatura e la distribuzione del materiale, nonché alcune operazioni ausiliarie.
corno conico L'incudine è progettata per la piegatura radiale di nastri e barre, nonché per la laminazione e la saldatura di anelli grezzi.
Situato sul lato opposto del corno coda, usezato per piegare e raddrizzare prodotti rettangolari chiusi. Nella zona della coda foro quadrato Mitat 35 x 35 mm, käytetään asennuksen yhteydessä - kiinnittäjä. Situato vicino al corno foro rotondo halkaisijaltaan 15-25 mm per praticare fori nei pezzi.
Sotto l'incudine zampe necessario per fissare l'incudine (usando graffette) ad una sedia di legno o ad un supporto di metallo. Come sedia viene solitamente usezato un tronco o un ceppo massiccio (quercia, acero, betulla) halkaisijaltaan 500-600 mm. Quando non è possibile selezionare il blocco di legno richiesto, prendono una botte di metallo o di legno, la riempiono di sabbia, argilla, terra, la compattano bene, sopra mettono una spessa guarnizione di legno, sulla ficudta quale'èincudtaine.
Leggero portatile (escursionimo) le incudini hanno gambe speciali.
Le incudini sono vendute nei negozi di ferramenta. Se non puoi comprare un'incudine, per la prima volta puoi sostituirla con un pezzo di binario o un enorme blocco di metallo rettanglare.
On välttämätöntä, että se on asennettu etukäteen, jotta se voidaan asentaa, jotta se voidaan asentaa pystysuoraan ja värittömästi. Per fare ciò, la sedia viene sepolta ad una profondità di almeno 0.5 me il terreno attorno ad essa è ben compattato. L'altezza della sedia dipende dall'altezza del fabbro e solitamente on 600-700 mm. L'altezza più comoda per il lavoro è quando il fabbro, in piedi accanto all'incudine, senza chinarsi, raggiunge la fascia con le dita leggermente piegate.
Un'incudine di alta qualità product un suono acuto e chiaro quando viene colpita leggermente con un martello e il martello rimbalza con un suono squillante.
Per i piccoli lavori, i fabbri utilizzano incudini piccole o incudini special - Shperaks(Kuva 8, b). Alcuni shperak vengono installati con i loro gambi tetraedrici nel foro quadrato dell'incudine, altri, avendo un supporto verticale allungato, vengono conficti con un'estremità appuntita in un blocco di legno o nel terreno.
Allo strumento lyömäsoittimet includono martelli a mano, martelli da guerra e mazze (kuva 9). Il freno a mano è lo strumento principale di un fabbro, con l'aiuto del quale forgia piccoli prodotti o controlla il processo di forgiatura con l'aiuto dei martelli.

Yleensä i martelli con freno a mano pesano 0,5-2 kg, ma i fabbri usano spesso martelli più pesanti che pesano fino a 4-5 kg. Le maniglie del freno a mano sono realizzate in legno duro (carpino, acero, corniolo, betulla, sorbo, frassino). Le maniglie dovrebbero essere lisce, senza fessure, adattarsi comodamente alla mano, la loro lunghezza dovrebbe essere 350-600 mm.
Martelli da guerra- Si tratta di martelli pesanti del peso di 10-12 kg, che i martelli usano con due mani. Le teste dei martelli da guerra sono dotate di un lato posteriore a forma di cuneo e di un lato posteriore a doppia faccia (longitudinale o trasversale). La superficie di lavoro inferiore della testa (rottura) è destinata alla forgiatura principale e la coda superiore a forma di cuneo serve per accelerare il metallo lungo o attraverso l'asse del pezzo. L'impugnatura del martello è realizzata con la stessa specie arborea del freno a mano; La lunghezza del manico viene selezionata in base al peso della testa del martello, all'altezza del martello e raggiunge i 70-95 cm.
Un martello pesante (fino 16 kg) con percussori piatti viene utilizzato per lavori di forgiatura pesanti, dove è richiesta una grande forza d'impatto.
Tutti gli strumenti a perkussion devono essere il più affidabili possibile, con particolare attenzione al fissaggio dell'impugnatura con la testa. La forma del foro nella testa del martello - la parte in cui è inserita la maniglia - è ellittica e ha una pendenza su entramb i lati di 1:10 dal centro ai bordi laterali. Ciò facilita l'inserimento della maniglia nella testa del martello e garantisce che sia fissata saldamente dopo aver inserito il cuneo. La pratica ha stabilito che i più affidabili sono i cunei seghettati metallici, che entrano ad una profondità pari a 2/3 della larghezza della testa del martello e vengono guidati ad angolo rispetto all'asse longitudinale della mazza (martello).
Quando lavorano con i martelli da guerra che usano tre tipi di scioperi: leggero (gomito), medio, o spalla (colpo di spalla), forte (incernierato), quando il martello fa un giro completo nell'aria. I martelli utilizzano colpi montati durante la forgiatura di pezzi di grandi dimensioni e durante la saldatura per fucinatura di parti masscce (kuva 10).

Per migliorare la qualità dei prodotti fabbricati e aumentare la produttività, i fabbri spesso ne utilizzano vari tukiväline, installato sotto un martello o su un'incudine. Per la lavorazione al martello vengono usezati strumenti di forgiatura semplici e sagomati. skalpelli, punzoni, levigatrici ja rulli(Kuva 11). Installato sull'incudine sottosquadri, mandrini a cono, forche di piegatura, chiodatrici, graffette ja fissaggi vari per tipi speciali di forgiatura.
Si sovellus anche strumento abbinato, che mukaan lukien tacche, pressini, chiodatrici con martelli piatti, timbri speciali per prodotti figurati.
Le impugnature dello strumento di supporto sono in legno, filo spesso tai cavo elastico. Lunghezza maniglia 500-600 mm. I manici in legno fissano le teste in posizione senza incastrarle. Questo viene fatto in modo che vibrazioni e urti non vengano trasmessi attraverso l'impugnatura. La maniglia in filo metallico viene attorcigliata attorno alla testa quando è calda e la maniglia in cavo è incastrata e sigillata nella sede.
Diamo un'occhiata ad alcune funzionalità dello strumento di supporto.
Iniziamo con uno strumento di supporto per il martello. Gli scalpelli da fabbro sono divisi in scalpelli per il taglio di pezzi riscaldati e freddi. Scalpelli per taglio ja freddo renderli più massicci, con angolo di affilatura dei coltelli di 60°, coltelli a skalpello caldo assottigliato, con un angolo di affilatura di 30° (Kuva 11, a).

La forma del coltello negli scalpelli per forgiatura artistica è realizzata diritta o con curvatura su un piano (o anche su due piani).
Scalpelli ja lama dritta Sono realizzate sia per il taglio trasversale che longitudinale, con affilatura su un solo lato o su due lati. Il colltello dello scalpello per il taglio trasversale si trova parallelo all'asse del manico e il colltello dello scalpello per il taglio longitudinale è perpendicolare al manico. L'affilatura su un lato dello scalpello viene utilizzata quando è necessario ottenere un taglio con un'estremità perpendicolare e se il prodotto ha un'estremità inclinata o è richiesto uno smusso, sono necessari scalpelli due aiffilatura supelli. Gli scalpelli con un coltello smussato vengono usezati per applicare vari ornamenti ai prodotti.
Gli scalpelli con curvatura del coltello su un piano orizzontale vengono usezati per tagliare vari elementi curvi, come fiori e foglie di acanto, da materiale in fogli.
Gli scalpelli sagomati con doppia curvatura del coltello vengono usezati per ritagliare eventuali elementi da pezzi volumiosi.
Quando si lavora con lo scalpello, i fabbri devono tenere presente quanto segue: per evitare che il coltello si smussi, è necessario posizionare un distanziale (lamiera di ferro o rame) sotto il pezzo. A proposito, la guarnizione proteggerà la faccia dell'incudine da eventuali danni.
Quando si taglia una parte dal pezzo, on välttämätön alcune regole. Pertanto, i colpi iniziali e finali allo scalpello devono essere applicati con molta attenzione: all'inizio, in modo che lo scalpello tagli correttamente il pezzo, e alla fine, in modo che la parte tagliata non voli via qual cu ferisca. Il luogo in cui viene effettuato il taglio deve essere recintato con una rete.
Perforatori Progettato per praticare fori, varie rientranze in pezzi relativamente sottili e per decorare prodotti. A seconda della forma dei fori da praticare, la sezione trasversale della punta (la parte lavorante del punzone) può essere rotunda, ovale, quadrata, rettangolare o sagomata (kuva 11, b).
Per praticare fori in pezzi spessi, vengono utilizzati piercing e punzoni speciali, che differentiscono dai punzoni in quanto non hanno maniglie e sono trattenuti da una pinza (kuva 11, c).
Dalla pratica del fabbro è noto che per facilitare la rimozione del piercing dal foro da praticare, viene versato un po' di carbone fine nella rientranza premarcata (durante il processo di perforazione, i gas generati dal carbone aiutano a spingere fuori). .
Stiratrici servono a livellare le irregolarità sulla superficie di un pezzo fucinato dopo che è stato lavorato con un martello. Le pialle sono dotate di superfici di lavoro piane e cilindriche di varie dimensioni e forme. Per livellare superfici di grandi dimensioni si usezano solitamente frattazzi con superficie di lavoro da 100X100 mm; per livellare superfici di piccole dimensioni si usezano frattazzi da 50X50 mm. I piani con una superficie cilindrica sono necessari per livellare i raccordi e le superfici del raggio (kuva 11, d).
Srotolare hanno lo scopo di accelerare la distribuzione (allungamento) del metallo lungo e attraverso l'asse dei pezzi, nonché per eliminare scanalature cilindriche sui pezzi e per decorare prodotti (kuva 11, e).
Facciamo conoscenza con lo strumento di supporto installato sull'incudine. Tale strumento è dotato di un gambo quadrato, che viene inserito nella presa corrispondente nell'incudine (kuva 12).

Spazza usezato per tagliare pezzi usezando un freno a mano. Il pezzo viene posizionato sulla lama da taglio e, colpendolo con un freno a mano, viene tagliata la parte richiesta. L'angolo di affilatura della lama di taglio è di 60°. Va ricordato che il taglio del pezzo non può essere completato fino alla fine, per non danneggiare la lama di taglio. Innanzitutto, viene eseguito un orlo profondo del pezzo e la separazione finale di parte del pezzo viene eseguita sul bordo dell'incudine con un leggero colpo del freno a mano.
Mandrini conici vengono utilizzati per espandere i fori nei pezzi fucinati, distribuire gli anelli ed eseguire operazioni di piegatura.
forchette hyödyntää per piegare e arricciare i pezzi. Inoltre, gli utensili per spessori includono vari mandrini per la forgiatura a smusso, la piegatura e la saldatura a forgiatura delle maglie della catena.
Lo strumento di supporto abbinato sisältää uno strumento inferiore (nizhnyak), che viene inserito nel foro dell'incudine con gambo quadrato, e strumento superiore (verkhnyak), avendo una maniglia per tenerlo (kuva 13, a).
Questo-ryhmään kuuluu crimpatura(per conferire al pezzo preforgiato la corretta forma cilindrica, rettangolare o poliedrica) e manomissioni(per la distribuzione longitudinale o trasversale del metallo). Per opere artistiche particolari vengono usezati francobolli speciali con rilievi come foglie, cime, rosetti, ecc.
Tukivälineet sisältävät: chiodatrice una piastra con speciali fori passanti di diverse dimensioni per piantare teste di chiodi, bulloni ed elementi di fissaggio (kuva 13, b).

Per dare alla testa di un chiodo, bullone o rivetto la forma richiesta (sfera, prisma, quadrato, esagono), vengono usezati speciali martelli piatti.
Anche l'acciaio massiccio sarà di grande aiuto nella forgiatura di prodotti artistici. piatto - forma con una dimensione in pianta di noin 300X400 mm ja uno spessore di 150-200 mm, su cui quattro facce lateri sono presenti incavi di varia configurazione ecc. La piastra è necessaria quando si forgiano elementi di varia forma e viene usezato al posto del supporto delle matrici. Sulle superfici terminali dello stampo sono presenti fori passanti rotondi, quadrati, triangolari e sagomati per la realizzazione di fori mediante punzoni o punzoni speciali (kuva 14).

Per la realizzazione di manufatti artistici di grandi dimensioni come recinzioni, inferriate per balconi, tettoie, ingressi, sarà necessaria una lastra ampia e spessa su cui määräno assemblati e raddrizzati i manufatti. La piastra è provvista di fori passanti per l'installazione di perni, bulloni, squadrette di spinta e dispositivi vari per la piegatura sagomata dei profili, l'assemblaggio di strutture e altre operazioni tecnologiche.
È kätevä koota prodotti artistici di forma complessa (con superficie convessa) su lastre con forma superficiale adeguata. Per saldare prodotti di grandi dimensioni è necessario disporre di cremagliere special.
Per lavorare con il metallo caldo, ovviamente, hai bisogno di una pinza. Secondo la forma delle spugne, le pinze si dividono in longitudinali, trasversali, longitudinali-trasversali e speciali. Le pinze da forgiatura devono essere leggere, con manici elastici; per trattenere saldamente i pezzi fucinati durante il funzionamento, le maniglie delle pinze possono essere serrate con un anello speciale - un pennacchio (kuva 15, a).
Se le pinze non afferrano saldamente il pezzo, le ganasce delle pinze vengono riscaldate in una fucina e, dopo aver afferrato il pezzo, vengono premute con un freno a mano.
Per bloccare i pezzi caldi, utilizzare una morsa a sedia (Kuva 15, b) e vari morsetti. Tale morsa è fissata con potenti viti, bulloni o rivetti sul supporto principale del banco da lavoro di un meccanico o su una sedia separata: un tronco massiccio, ben fissato nel pavimento della fucina. Il livello superiore delle mascelle si trova solitamente ad un'altezza di 900-1000 mm dal livello del pavimento.

Per misurare pezzi e prodotti in una fucina, vengono utilizzati righelli in acciaio con una lunghezza di 250, 500 e 1000 mm, metri di metallo, calibri, squadre, ecc. usezano ampiamente vari modelli e calibri realizzati con materiali in filo e lamiera (kuva 16).

Per prenderti cura della fucina avrai bisogno di una pala per carbone, un attizzatoio, un piccone o un piede di porco per sfondare il carbone sinterizzato, una scopa per pulire il focolare dal carbone fine e dalla polvere di bagurezzatoil per carbone spr scorie Durante la sinterizzazione della cupola ( tappo) sopra il focolare e pinze per il carbone.
Va notato che tutti gli strumenti necessari per la forgiatura dovrebbero essere posizionati su un tavolo speciale nelle välittömästi vicinanze del posto di lavoro del fabbro. Altezza tavola 600-800 mm.
Oltre agli strumenti principali e ausiliari, la fucina contiene semper una scatola per la sabbia asciutta, una rastrelliera per riporre gli attrezzi, contenitori per l'acqua, una scatola per il carbone, scaffalature per riporre attrezzi, proput for riporre attrezzi, una scaffalature per riporre attrezzi di lavorazione dei metalli, ecc.
È positivo quando il laboratorio dell'artista fabbro è spazioso, luminoso e comprende diverse stanze per determinati tipi di lavoro: schizzi e lavori grafici, lavorazione dei metal e assemblaggio, forgiatura e saldatura. Inoltre, è auspicabile disporre di uno spazio per lo stoccaggio di materiale, semilavorati vari, ecc.
Per bozzetti ja lavori grafici avrai bisogno di tavoli di grandi dimensioni, poiché alcuni elementi devono essere disegnati a grandezza naturale, un tavolo da disegno per disegnare singolikomponentit ja osa, nonché vari supporti per tablet, armadietti per archiviare schizzi e Disegni.

Spazio per lavori di carpenteria metallica ja assemblaggio dotato di banco con morsa, trapano, affilatrice e altre attrezzature necessarie per l'assemblaggio e la finitura dei prodotti forgiati.
Forgia per un'incudine Mostrato kuvassa. 17, a. Vicino al muro di fronte all'ingresso on posizionata una fucina con un ventilatore. A una ditanza di 1,5-2 m dalla fucina viene installata un'incudine, che deve essere posizionata in modo tale che il suo corno si trovi a sinistra del fabbro quando sta con le spalle alla fucina. C'è abbastanza spazio libero attorno all'incudine affinché il martello possa funzionare. Accanto all'incudine è presente una vasca d'acqua per il raffreddamento dell'utensile di forgiatura e la tempra dei prodotti. Strumento del fabbro Posizionato su un tavolo in metallo con due ripiani. Il ripiano superiore è destinato agli utensili di uso commone (martelli, scalpelli, pinze, jne.), il ripiano inferiore è destinato agli utensili di uso menofrekvens. Per facilitare il lavoro, il fabbro posiziona lo strumento sul tavolo in modo che le sue maniglie sporgano oltre il bordo del tavolo.
Gli strumenti di riserva e usati raramente sono conservati in un armadio. Si installano nell'angolo vicino alla fucina sisältö hiilidioksidin säilyttämiseksi. Le sedie sono position control il muro forgiare il vizio, sul quale vengono effettuate ribattute, piegature e torsioni. Installato nelle vicinanze banco da lavoro in metallo. La sabbia asciutta viene conservata in un luogo comfortablee per riempire i punti bagnati sul pavimento dell'area e gli stracci per pulire gli strumenti e altri scopi.
La disposizione delle attrezzature principi e ausiliarie, nonché degli utensili, in una fucina più grande è mostrata in Fig. 17, b. Alla parete più lontana c'è una fucina a due fuochi. Per posizionare le tenaglie sulla fucina ci sono armo- staffe in acciaio saldate al tavolo. A sinistra e a destra della fucina si trovano i serbatoi dell'acqua con una capacità di 30-40 litri ciascuno. Una etäisyys 1,5-2 m Dalla Fucina, paikka erääntyy incudini, e tra loro - tavoli, su cui è posto l'utensile del fabbro. La ditanza tra le incudini è di almeno 2,6-3 m. Affilatore per smeriglio Posizionato contro il muro ad una distanza piisavemente ampia dall'incudine. Le moderne officine dei fabbri vengono solitamente fornite con un piccolo martello pneumatico con una massa di parti cadenti di 50, 75 tai 100 kg.

Le aree di forgiatura sono spesso attrezzate con cesoie a mano mobile per il taglio della lamiera, una piastra di ghisa diritta di dimensioni 1500X1000 mm, morsa della sedia, e in alcuni casi anche banco da lavoro del meccanico, scrivania perforatrice, tavolo di assemblaggio, portapezzi,e qualche volta seghetto meccanico per il taglio di pezzi grezzi dimensionali da prodotti laminati. Sopra il forno è installata una cappa di aspirazione per rimuovere fumi e gas. L'organizzazione di tali fucine richiede molto tempo e molti soldi, ma tali fucine possono essere organzzate semplicemente all'aria aperta o sotto una piccola tettoia.
I fabbri dilettanti hanno quasi semper difficoltà ad acquistare martelli e presse. A questo proposito, vogliamo useimmat disegni di martelli fatti in casa. In questi progetti, il colpo del martello avviene premendo il pedale con il piede e il sollevamento avviene con l'aiuto di molle (kuva 18).

Va notato che quando lavorano con una mano, molti fabbri sentono di non avere una terza mano per tenere contemporaneamente il freno a mano, il pezzo in lavorazione e l'utensile di supporto. In questo caso, possiamo consigliare il metodo usezato dai fabbri per tagliare le falci. Il pezzo riscaldato viene fatto scivolare sotto un anello di corda che, sotto l'azione di un pedale, lo preme sull'incudine. Oppure il pezzo viene pressato da catene con pesi. In questo modo la mano sinistra del fabbro è libera dalle tenaglie che trattengono il pezzo e può impugnare l’utensile di supporto necessario (scalpelli, levigatrice, jne.).
Paina vite con azionamento manuale vengono utilizzati per imprimere, piegare, formare, punzonare fori sagomati in fogli grezzi.
Per lavori urgenti, è possibile utilizzare un tornio (Kuva 19), sul cui mandrino sono fissati un mandrino di legno (o metallo) della forma richiesta e un cerchio vuoto di materiale in lamiera.

Un pezzo grezzo di metallo rotondo in lamiera di rame, ottone, alluminio, acciaio a basso tenore di carbonio viene pressato sul mandrino con un morsetto speciale utilizzando la contropunta della macchina.
Utilizzato per l'estrusione di prodotti preme di varie configurazioni, realizzate in acciaio, ottone, bronzo ja persino legno duro. La lunghezza della maniglia della pressa è di 40-60 cm L'estremità di lavoro del mandrino ha una forma sferica o arrotondata.

Durante il funzionamento, i frantoi poggiano su perni speciali montati su un fermo. L'altezza della battuta è leggermente al di sotto dell'asse di rotazione del pezzo. La pressa deve essere tenuta in modo che la sua maniglia sia diretta verso l'ascella. Prima di iniziare il processo, il pezzo e lo strumento vengono puliti con cera o lubricante denso. L'estrusione viene effettuata dal centro verso i bordi. Se durante la formazione del prodotto si formano pieghe sul pezzo, è necessario spremerlo e quindi il processo continua. Una volta completata l'estrusione, i bordi del pezzo vengono rifilati con una taglierina, la superficie viene trattata con una pressa levigatrice, quindi levigata e lucidata.
Missure di sicurezza. Tutti i lavori di forgiatura sono regardati lavori ad alto rischio, pertanto vengono imposti requisiti speciali all'abbigliamento dei fabbri, nonché agli strumenti e all attrezzature usezate nella forgiatura.
Abiti da fabbro realizzato in tessuto spesso, la giacca deve coprire la parte della vita, i pantaloni devono coprire la parte superiore degli stivali, il grembiule deve coprire il petto (la lunghezza del grembiule è leggermente sotto le ginocchia). Durante il lavoro sono necessari guanti, cappello e protezione per gli occhi.
Sugli soittimet ja lyömäsoittimet ja sui loro manici Ei sono ammesse kreppi, scheggiature ja sbavature. Il pavimento del posto di lavoro deve essere liscio e asciutto, non deve essere ingombrato da pezzi, rifiuti e prodotti. Dovrebbe esserci semper acqua pulita nel serbatoio di raffreddamento dell'utensile e sabbia asciutta nella scatola della sabbia.
Al Lavoro Non è ammessa la presenza di persone estranee ai lavori. Quando svolgi il lavoro, devi essere attento, non lasciarti distrarre da questioni o conversazioni estranee e non distrarre gli altri dal loro lavoro.
Attrezzo Riscaldato durante il funzionamento, raffreddato con acqua e quindi asciugato.
Prima della forgiatura Rimuovere le incrostazioni dal pezzo con una spazzola metallica, un raschietto o leggeri colpi di martello. La forgiatura viene eseguita con una pinza in modo che le ganasce della pinza aderiscano saldamente ad essa. Posizionare il pezzo sull'incudine con tutta la sua superficie.
Quando si lavora con un martello Assicurati che stia mezzo girato verso il fabbro e non di fronte a lui. I comandi vengono impartiti chiaramente, ad alta voce e il martello viene utilizzato per indicare il luogo dell'impatto.
Sono vietati i colpi di martello sulle pinze, sui manici degli attrezzi e i colpi singoli con una mazza sull'incudine. La fine della forgiatura viene eseguita su commando "fermare", e non rimuovendo la forgiatura dall'incudine. Posizionare qualsiasi utensile su un forgiato o modificarne la posizione è suostumus soolo dopo aver avvisato l'operatore del martello.
A Timoniera Lo scalpello metallico on asennettu tiukasti pystysuoraan. Il taglio viene eseguito sul bordo dell'incudine, il primo e l'ultimo colpo vengono indeboliti. L'estremità tagliata della forgiatura dovrebbe essere diretta lontano da te.
Il Principle strumento di forgiatura di supporto è inkudiini pesoa 100-150 kg, realizzato in acciaio al carbonio. Le incudini si dividono in senza corna, con un corno e con due corni. Il più comfortablee è quello a due corni (kuva 2). La superficie superiore dell'incudine on chiamata clipeo, tai faccia, ja la superficie inferiore è chiamata base. Il piano e il rivestimento devono essere temprati e lucidati, esenti da crepe e ammaccature. In caso contrario potrebbero rimanere dei segni sul pezzo caldo. Sulla superficie anteriore dell'incudine è presente un foro quadrato passante, solitamente di dimensioni 30x30 mm, per l'installazione di väline ja lisävaruste. La parte appuntita dell'incudine (corno) viene utilizzata per piegare e raddrizzare gli anelli, mentre la parte piatta opposta (coda) viene utilizzata per piegare ad angolo retto.
Esistono diversi modi per fissare le incudini (kuva 3). Il tradizionale menetelmä montarlo su un blocco di legno: una sedia. Per questo vengono usezati pezzi grezzi, jonka halkaisija on 500-600 mm di legno duro: quercia, betulla, ecc. L'altezza della sedia insieme all'incudine on noin 75 cm pitkä, cioè la faccia dell'incudine dovrebbe essere al livello di il pollice della mano abbassata del fabbro. Se non è possibile acquistare un ponte solido, la sedia può essere realizzata con barre different fissate con cerchi in acciaio. L'incudine è fissata alla sedia con staffe a forma di U. La sedia può essere realizzata da un angolare in acciaio di almeno 70X70 mm. Tra la sedia in acciaio e l'incudine deve essere positionata una guarnizione in gomma con uno spessore di almeno 8 mm. L'incudine è fissata alla sedia tramite scalette in acciaio a forma di U. Il metodo di fissaggio in una fucina domestica non è pratico da utilizzare su una base di cemento.

Shperak Sono anche uno strumento di forgiatura di supporto, ma con meno massa e hanno una varietà di forme. Di solito vengono realizzati dagli stessi fabbri per un certo tipo di lavoro (Kuva 4.)

Anche i metodi per attaccare gli shperak sono vari: possono essere inseriti in un foro quadrato in un'incudine, fissati in una morsa da forgia o martellati in una sedia di legno.
Di base batria strumenti: una mazza, un freno a mano (martello) e tutti i tipi di martelli sagomati (kuva 5).

Mazza- un grande martello del peso di 4-8 kg, usezato per sferrare colpi forti e lavorare pezzi di grandi dimensioni.
Freno ja mano- un martello a mano del peso di 1-2,5 kg è lo strumento di lavoro principale di un fabbro, poiché nessuna operazione di forgiatura è completa senza il suo utilizzo.
Martelli sagomati- Questo è un gruppo ampio e diversificato di strumenti, che differentiscono per massa e forma delle parti che colpiscono. Sono realizzati dagli stessi fabbri per eseguire lavori specifici.
Quando si realizzano i martelli, è necessario prestare particolare attenzione a due punti: quando si pratica un foro per il manico, è necessario assicurarsi che il "bordo" abbia una forma ellittica, cioè si espanda dal centrodi, verso quindii la maniglia con un cuneo in diagonale, è fissata saldamente nel martello; Una condizione indispensabile per la fabbricazione di un martello è il suo equilibrio in massa, cioè, indipendentemente dalle dimensioni lineari delle sue parti lavoranti (testa e dorso), il foro deve trovarsi al centro dell'equilibrio, de a lamassaris della testapon dell'equilibrio massa della schiena (kuva 6).

Per trattenere e spostare i pezzi caldi vengono utilizzate delle pinze, che differentiscono per dimensioni e anche per forma delle ganasce, a seconda della forma dei pezzi che trattengono (kuva 7). Esistono anche tipi speciali di pinze realizzate da un fabbro per un tipo specifico di lavoro, ad esempio per trattenere i rivetti.

Oltre alle mazze, alle maniglie dei freni a mano e alle pinze, la forgiatura artistica richiede anche vari strumenti di supporto.
Scalpello E taglio hyödyntää per tagliare il metallo. Gli scalpelli sono di due tipi: con una lama sottile per tagliare il metallo caldo e con una lama più spessa per tagliare il metallo freddo. La forma della parte lavorante degli scalpelli on erilaisia: diritta, rotonda, a forma di ascia. Gli scalpelli da forgiatura hanno il manico in legno e il sottosquadro è un gmbo rettangolare che si inserisce nel foro dell'incudine.
Pugno del fabbro (morso)- uno strumento solitamente con una parte lavorante quadrata o rotonda, utilizzato per praticare fori in pezzi caldi, a volte utilizzato per inseguire il metallo caldo. Per lavori particolari può essere realizzato in qualsiasi forma.
Srotolare (srotolare)- uno strumento di varie forme, utilizzato per velocizzare l'imbutitura e l'appiattimento del metallo.
Manomissione (crimpatura)- un dispositivo composto da due parti: una superiore e una inferiore. La parte superiore ha un manico in legno, la parte inferiore è inserita nel foro dell'incudine. Viene usezato per conferire al pezzo una forma rotunda, quadrata o poliedrica e semplifica il processo di disegno.
Tavolo da stiro usezato per levigare i pezzi dopo la forgiatura. La parte operativa è lucidata. Ha un manico in legno.

Oltre agli strumenti di base del fabbro sopra descritti, ci sono molti dispositivi ausiliari: vari mandrini, punte, punte, ecc., Realizzati in base alle esigenze del fabbro (kuva 8). Per evitare lesioni, si consiglia di realizzare manici in legno di strumenti da fabbro con legno di alta qualità: noce, carpino, acacia bianca. Per finalizzare il prodotto e decorarlo, il fabbro deve disporre di un'ampia gamma di strumenti per l'ondulazione, la granitura e tutti i tipi di rilievo (kuva 9).

Fucinaè un dispositivo usezato per riscaldare i pezzi. Ci sono molti dei suoi design. Per la forgiatura artistica è mieluiten hyödyntää fucine di tipo aperto. Hanno un design semplice e suostumus di riscaldare pezzi di qualsiasi lunghezza e forma. Palavat aineet: koksi, hiili, antrasiitti.
Il Combustibile di altissima qualità è il carbone. Tuttavia, l'elevato consumo nell'utilizzo per la fucina e le difficoltà di acquisizione ne ostacolano l'utilizzo. Nelle fornaci dal design moderno, è consigliabile usezare coke da fonderia, che non è di qualità inferiore al carbone, e in alcuni casi lo supera. Il progetto di una fucina tradizionale usezata dai fabbri è mostrato nella Figura 10. La sua base è un tavolo con un focolare e un posto per i pezzi riscaldati. Dimensioni del tavolo 1 x 1,5-1,5 x 2 m, l'altezza è arbitraria ja seconda dell'altezza del fabbro. È realizzato con tronchi di legno o pietra. L'interno è riempito di pietra, sabbia, argilla, terra bruciata e ben compattato. Per realizzare un tavolo, puoi utilizzare strutture in mattoni, cemento e metallo saldato.

Il focolare, o focolare, dove viene bruciato il combustibile, è rivestito di mattoni refrattari tai realizzato interamente in argilla refrattaria. La dimensione del camino in pianta è arbitraria e dipende dalle dimensioni dei pezzi riscaldati, joka ei ole suurin 40 x 40 cm, profondità 10-15 cm.
Per l'ugello vengono usezate boccole in ghisa o spezzoni di tubi in ghisa isolati con argilla refrattaria.
L'alimentazione dell'aria alla fucina avviene tramite soffietti tai elettroventilatori centrifughi. Non è consigliabile utilizzare la pelliccia per soffiare, poiché si tratta di un processo ad alta intensità di manodopera e a bass produttività. Per raccogliere e rimuovere fumo e gas, sopra la fucina è installato un ombrello in lamiera d'acciaio di 1-1,5 mm di spessore. Yleisesti, le dimensioni della parte di cattura dell'ombrellone corrispondono alle dimensioni del tavolo. La sezione del canale da fumo deve essere di almeno 20 x 20 cm L'altezza dell'ombrellone dipende dal volume di carburante bruciato, dalla forza di soffiaggio e dall'altezza del tubo di scarico. È selezionato empiricamente. Si sconsiglia tuttavia di alzare l'ombrellone oltre gli 80 cm sopra il livello del tavolo.

Il design di un moderno forno stazionario è mostrato nella Figura 11. Una piastra (tavola) in ghisa con un foro al centro è montata su una struttura metallica saldata, nella quale è inserito un forno rimovibile in ghisa, che ha una connessione peregamento flamemento di un condotto dell'aria, un coperchio inferiore per rimuovere la cenere dal cassetto cenere e un posto per l'installazione di griglie sostituibili. Il condotto dell'aria è dotato di una serranda per regolare la fornitura d'aria. A seconda della necessità di ottenere una fiamma di una determinata configurazione, vengono usezate griglie con fori di varie forme. Le barre della griglia con fori equidistanti producono un'ampia fiamma della torcia che riscalda uniformemente il pezzo in lavorazione. Per il riscaldamento locale vengono utilizzate griglie con fori a fessura.

Tuttavia, va notato che nelle fucine progettate tradizionalmente la presenza di una parete posteriore non nõusoleku di riscaldare pezzi lunghi, e nelle moderne fucine fisse le dimensioni della presa della fucina non semper acceptono il riscaldamento di un pezzo di forma. La fucina mostrata nella Figura 12 non presenta questi svantaggi. Il vantaggio del suo design è l'assenza di parti in ghisa di fabbrica e la facilità di fabbricazione. Il telaio portante è saldato da un angolo in acciaio, il tavolo è in lamiera d'acciaio di 3-5 mm di spessore. Al centro del tavolo viene ritagliato un foro di 30 x 30 cm, nel quale è saldo ja cassetto cenere a forma di tronco di cono con coperchio inferiore e flangia per il collegamento del condotto dell'aria. Il tavolo è rivestito con mattoni refrattari e sul pozzo della cenere è posizionata una tavola del focolare (griglia), che può essere realizzata in lamiera d'acciaio di 8-10 mm di spessore. L'aria in entrata raffredda la tavola, proteggendola dal burnout. Con il tempo, a causa della differentenza di temperatura tra la superficie superiore e quella inferiore del piano focolare, si deforma. Tuttavia questo difetto si elimina facilmente livellandolo su un'incudine.

Il vano cenere e il piano del focolare possono anche essere di forma rotonda. In questo caso, la griglia è costituita da un nastro di acciaio spesso 6-10 mm ja Largo 30-50 mm, attorcigliato a spirale. Lo spazio tra le spire dovrebbe essere approssimativamente uguale allo spessore della striscia e il diametro della griglia dovrebbe avere le dimensioni richieste (kuva 13). Il carburante in una tale fucina si trova su un piano. Pertanto, le dimensioni dell'area di lavoro (polttoalue) possono essere regolate entro ampi limiti. L'area è limitata dai lati da mattoni resistenti al fuoco, fissati con un telaio in ghisa o acciaio. Per ottenere fiamme di varia configurazione si usezano calotte in ghisa con fori di varia forma, come nelle griglie precedentemente descritte. Poiché questa struttura della forgia non dispone di una presa di forgia, tra il focolare e il pezzo in lavorazione deve semper esserci del combustibile. Se l'ossigeno in entrata nell'aria non ha il tempo di bruciarsi nello strato di carbone, ciò porta alla formazione di una grande quantità di incrostazioni, alla combustione del metallo e al deterioramento delle sue proprietà plastiche e fisiche.

L'efficienza delle fucine aperte è basssa: 2-5%. Pertanto, in alcuni casi, vengono costruiti forni chiusi o vengono utilizzate le cosiddette stufe (kuva 14). La stufa è una serie di mattoni refrattari che delimitano la zona di combustione (kuva 15). Nella parte anteriore e posteriore sono presenti finestre per il caricamento dei pezzi. Sono anche ricoperti di mattoni sulla parte superiore. Se le dimensioni della stufa sono maggiori delle dimensioni del mattone, on mahdollista käyttää una lamiera come soffitto. Quando si brucia il carbone, a causa del processo di formazione delle scorie, sopra il sito di combustione si forma uno strato di carbone sinterizzato. Questa proprietà del carbone è usezata dai fabbri. Sotto una copertura così naturale, le parti si riscaldano più velocemente e si ossidano meno.

Oltre ai modelli di fucina stazionaria, sono molto diffusi quelli portatili. Le dimensioni ridotte, la capacità di trasporto e la relativa facilità di produzione sono i loro indubbi vantaggi per l'utilizzo in un laboratorio domestico. Tuttavia, va tenuto presente che una fucina portatile non è progettata per riscaldare pezzi di grandi dimensioni, ma è abbastanza piisave per la fabbricazione di utensili e piccoli prodotti forgiati. Il design di una fucina portatile è uguale a quello moderno con un focolare o un focolare in ghisa, soolo di dimensioni più ridotte (kuva 16). L'aria viene fornita da una ventola ruotata da un pedale.


Esistono modeli con azionamento manuale della ventola tramite un cambio a più stadi. Se la fucina verrà utilizzata in un'officina, si consiglia di utilizzare anche un elettroventilatore e se di tanto in tanto si presenta la necessità di riscaldare il metallo, è possibile utilizzare le strutture riscaldanti più, cca semplici di per realizzareruzie. (Kuvio 17) . Ad esempio, un pezzo di tubo d'acciaio del diametro richiesto con un fondo saldato o un secchio di metallo è rivestito con mattoni refrattari e rivestito con argilla refrattaria (ignifuga) in modo che la rientranza abbia la forma di un cono. A livello della sommità del cono on incastonato un pezzo di tubo di ghisa (tuyere) al quale è collegato il tubo dell'aspirapolvere. Invece, puoi usare una fiamma ossidrica, quindi il diametro della tubiera dovrebbe essere leggermente più grande del diametro dell'ugello della fiamma ossidrica. Un pezzo di tubo in ghisa viene posizionato allo stesso livello della fiamma ossidrica. Questo design può essere migliorato usezando tubi angolari in ghisa per cannelli (kuva 18). Per aumentare la potenza di una fucina di mattoni, si consiglia di utilizzare due cannelli (kuva 19).


Nell'officina domestica viene utilizzata anche una morsa per sedia: uno strumento di forgiatura di serraggio progettato per bloccare pezzi freddi e caldi, nonché per trattenere i dispositivi durante l'esecuzione di varie operazioni di forgiatura. Oltre alla morsa, gli strumenti di serraggio comprendono tutti i tipi di chiavi inglesi, chiavi, ecc., usezati per torcere, arricciare e altre operazioni (kuva 20). Oltre alla mazza, l'officina domestica può avere anche altri strumenti di impatto - vari dispositivi che sostituiscono l'assistente del fabbro: il martello (kuva 21). Fonti straniere forniscono progetti per martelli azionati a pedale (kuva 22).


In assenza di un martello, ad es. Quando si lavora "con una mano", diventa necessario trattenere in qualche modo il pezzo. Tenendo una pinza con un pezzo in lavorazione in una mano e uno strumento che colpisce nell'altra, il fabbro non è in grado di trattenere lo strumento di supporto. In questi casi, viene talvolta utilizzato un anello di corda, che viene utilizzato per fissare il pezzo sull'incudine utilizzando un pedale ricavato da una tavola (kuva 23). Se le dimensioni dello specchio dell'incudine lo acceptono, per fissare il pezzo è possibile utilizzare un morsetto eccentrico, che suostumus al fabbro di liberare le mani ed eseguire altre operazioni necessarie (kuva 24).


Se è necessario realizzare elementi identici (riccioli, meandri, ecc.), Utilizzare una piastra di piegatura in acciaio con fori in cui vengono inserite le aste secondo un determinato schema e il pezzo riscaldato viene piegato attorno ad esse (). La lastra viene posizionata in un telaio di angolari di acciaio, che viene preferibilmente montato su una base rigida o posizionato su un'incudine, fissandolo in un foro quadrato.

Nella fucina on parempi avere uno stampo da fucina, che è una lastra massccia con fori e flussi. Il pezzo riscaldato viene posizionato nell'apposito punto della piastra e gli viene data la forma richiesta con colpi di martello (kuva 26).

Gli strumenti di prova e misurazione usezati nel fabbro sono suddivisi in universali, special e modeli.

Gli strumenti universali sisältää righellin, metri a nastro e calibri. Perpendicolarità, käytä squadre con un angolo di 90°. Utilizzando un calibro, misurare le dimensioni esterne ed interne dei pezzi.
Strumenti e dispositivi speciali per la misurazione dei pezzi fucinati durante il processo di forgiatura includono calibri e calibri per forgiatura. Per misurare le lunghezze e i diametri dei pezzi fucinati vengono utilizzati calibri per forgiatura, per determinare la dimensione interna viene utilizzato un calibro per fori (kuva 27). Oltre agli strumenti di cui sopra, nella forgiatura artistica vengono usezati vari modeli per controllare la lunghezza complessiva, nonché le dimensioni principali e la forma del pezzo.

Le dime sagomate distinguono tra contorno e profile. Oltre a questi, vengono usezate anche dime dime di ritiro per misurare le dimensioni lineari dei pezzi, tenendo conto del ritiro del metallo dopo il raffreddamento.
Nella bottega di un fabbro on inoltre auspicabile disporre di strumenti e attrezzature che facilitino notevolmente il lavoro e permettano di utilizzare new techniche per la lavorazione artistica dei metal. Questi includono una saldatrice elettrica, una perforatrice, un albero flexibile elettrico con un set di teste intercambiabili, cesoie a leva, ecc.
Per la lavorazione dei metalli mediante stampaggio a caldo e a freddo, è tärkeä la disponibilità di numerosi strumenti e dispositivi. E, se alcuni di essi possono essere sostituiti o ignorati del tutto, allora l'incudine del fabbro è un elemento quasi insostituibile del maestro. Dopotutto, su di esso vengono eseguite tutte le lavorazioni principali, soprattutto a caldo.
Nel nostro materiale esamineremo i tipi e le caratteristiche di tali accessori per ciascun fabbro.
Suunnittelu dell'incudine on yksinkertainen, ma ciascuno dei singoli elementi on incaricato di eseguire varie operazioni di lavorazione dei metalli.
Il "tavolo da lavoro" stesso del fabbro è composto dalle seguenti parti.
Inoltre, ciascuna incudine è dotata di fori rotondi e quadrati sulla superficie, nonché di staffe di montaggio (nella versione fissa).
Il materiale per la produzione è l'acciaio legato di qualità 35 o 45L. Il prodotto è realizzato per fusione e presenta superfici temprate ja non temprate.
La parte anteriore dell'incudine è la superficie di lavoro principale, che sopporta l'intero carico durante il processo di lavorazione dei metalli. Un prerequisito per la produzione è il trattamento termico della superficie fino a raggiungere una durezza con un valore HRC di 45–50.
L'intera superficie è accuratamente lucidata con una lucentezza quasi a specchio. I bordi sui lati della faccia dell'incudine sono mantenuti esattamente ad angolo retto. Le stecche devono essere affilate senza scheggiature tai ammaccature.
Molte operazioni di forgiatura vengono eseguite sulla faccia dell'incudine e la piegatura di pezzi grezzi e lamiere viene eseguita sulle nervature.
1) faccia, 2.9) fori, 3) coda, 4) staffe di montaggio, 5) sedia, 6) zampe, 7) corno, 8) piattaforma non temprata.
Il “tavolo da lavoro” del fabbro, a seconda del tipo, può avere uno o due corni; Il loro numero determina la forma del manufatto.
Se ne è presente uno solo, ha una configurazione a forma di cono, arrotondata. Nel caso di due corni, uno è arrotondato e il secondo può avere una forma piramidale (più spesso chiamata coda).
Lo scopo di tale elemento è quello di svolgere la funzione di mandrino sul quale viene eseguita la piegatura di nastri o tondini, nonché la laminazione o la saldatura. Se esiste un secondo piramidale, su di esso viene eseguita la piegatura e il raddrizzamento degli spazi vuoti o vengono forgiati prodotti di altre forme complesse.
Alcuni tipi di incudini tra la faccia e il corno hanno una parte non temprata della piattaforma, su di essa viene tagliato il metallo con scalpelli.
Spesso c'è un foro rotondo vicino al corno e un foro quadrato nella coda. Una sezione circolare (15-25 millimetriä di diametro) viene usezata per cucire i pezzi (invece della perforazione), una sezione quadrata è una sorta di punto di installazione per dispositivi aggiuntivi (inferiori). Possono essere presenti anche due fori rotondi di diametro diverso (toinen del tipo di prodotto).
Si tratta, infatti, delle gambe di un tavolo da lavoro, il cui compito è quello di fornire stabilità durante lavorazione. Se l'attrezzatura è montata in modo permanente, le zampe vengono inoltre premute con staffe inserite in un supporto: una sedia (di solito uno spesso blocco di legno).
Inoltre, oltre agli elementi elencati, il dispositivo può essere inoltre dotato di una morsa da banco per operazioni più comode di sola forgiatura.
Esistono diversi tipi di questo dispositivo di forgiatura; Si distinguono per la presenza o l'assenza di determinati elementi strutturali, dimensioni e peso, nonché per lo scopo di lavoro.
Lo standardin statale definisce i seguenti tipi di incudini prodotte in fabbrica.


Devi scegliere un'incudine in base al lavoro pianificato. Per lavorazione di pezzi grandi e pesanti è necessario un dispositivo più pesante e per i pezzi fucinati di piccole dimensioni è possibile cavarsela con una struttura a un corno relativamente leggera. La scelta dipenderà anche dal tipo di lavoro. Potrebbe essere necessario cercare incudini con due corni e fori diversi.
Per i lavori di gioielleria vengono utilizzati shperak di piccole dimensioni e peso, poiché i prodotti sono piuttosto piccoli e non richiedono una lavorazione a impatto pesante. Spesso un'incudine per gioielli viene realizzata su ordinazione in base alle esigenze personali, con i propri elementi individuali nel design.
Tuttavia, potrebbe essere necessario acquistare due tipi di queste attrezzature per la forgiatura per la tua officina. Un'incudine è per l'installazione fissa e la seconda, più piccola, è portatile.
Uno strumento di forgiatura di alta qualità suona quando viene colpito con un martello e lo strumento stesso rimbalza sulla superficie anteriore.
Oltre alla selezione e all'acquisto, è importante installare correttamente un dispositivo così massccio in modo che in futuro non si verifichino problemi durante il processo di lavoro.
Nonostante il fatto che l'incudine sia un dispositivo piuttosto massiccio, richiede un aproccio serio all'installazione. Un'installazione non corretta può causare problemi: cadute e ribaltamenti. Ma, soprattutto, il supporto deve assorbire tutta l'energia d'impatto. 
Come sedia viene spesso usezato un grande blocco di legno, jonka halkaisija on 500-600 millimetriä. Il legno dovrebbe provenire da legno duro: quercia, acero, frassino, betulla ja altri. Se non c'è materiale adatto, puoi usare una botte di legno o metallo. Terra, argilla, sabbia vengono versate al suo interno e compattate molto strettamente. Sulla parte superiore è fissata una spessa guarnizione di legno su cui è montata l'incudine.
L'altezza del supporto viene selezionata individualmente, toinen dell'altezza del fabbro.
La sedia stessa, realizzata con un blocco di legno, non deve creare ulteriori vibrazioni, quindi deve essere scavata nel terreno ad una profondità di almeno 0,5 metri con un rivestimento sabbioso e ben compattato sul fondo del foro. Assicurati di controllare il livello di installazione della sedia (orizzontale e verticale).
Se non è possibile acquistare un'incudine, può essere sostituita, ad esempio, con un dispositivo fatto in casa realizzato con un binario, un canale o una trave a I.
Un'incudine realizzata su rotaia durerà a lungo, sebbene non sostituirà un prodotto di fabbrica a tutti gli effetti.
Come sostituire un prodotto industriale può essere visto nel video
I prodotti fatti in casa realizzati con un canale o una trave a I possono essere utilizzati soolo temporaneamente, poiché i loro ripiani non sono piisavemente spessi e l'acciaio non è resistente alle sollecitazioni meccaniche.
Naturalmente, l'opzione migliore sarebbe un'incudine di fabbrica a tutti gli effetti, realizzata mediante fusione e dotata di tutti gli elementi necessari con una superficie indurita. Un prodotto del genere durerà quasi per semper nella bottega del fabbro.
Cosa puoi aggiungere a questo materiale? Quanto è Kriittinen l'assenza di un'incudine in un laboratorio artigianale e come può essere sostituita? Condividi la tua esperienza nella scelta di questo strumento di forgiatura e nel suo utilizzo. Osallistu keskusteluun dell'articolo nella sezione commenti.

Insieme alle cipolle, all'aglio e ai porri, i giardinieri coltivano volentieri anche cipolle perenni: batun, erba cipollina, melma,...

Lilla dell'Amur, tai cracker dell'Amur L'area di distribuzione naturale è la regione dell'Amur, Primorsky Krai,...

Chi non ama il ribes nero? Todennäköisyys ci sono. Ma tutti la mettono in prigione. Devi scegliere la varietà, la semina e la cura giuste...

Chiodi, viti, prigionieri, dadi, tasselli... Non si può fare a meno di fissare la ferramenta né in edilizia, né in produzione, né in...

17.02.2019 Zebrina. Famiglia - Commelinaceae (Commelinaceae) Pianta erbacea perenne della famiglia...

L'incudine del fabbro. La corretta progettazione di questo oggetto, a prima vista, molto simplice dipende...

Ekologia della vita. Tenuta: Verde, ranska, parsa, verde... come chiamano questo tenero fagiolo...
Gli aspirapolvere con detersivo possono non soolo pulire le stanze dalla polvere, ma anche pulire efficacemente i pavimenti. Dopotutto, in acqua per...

Il 25 Novembre si è svolta presso l'Accademia Hotpoint-Ariston di Mosca la presentazione di lavatrici e lavastoviglie...

Negli ultimi anni sono state presentate sul mercato russo un gran numero di macchine da caffè diverse, dalle più...

La varietà di dispositivi a gas cresce ogni giorno e lungi dal sapere come scegliere una buona stufa a gas...

Le solette riscaldate vengono tagliate comodamente e semplicemente nella misura adatta alle tue scarpe (da 35-47) All'interno...

I residenti di condomini scoprono spesso che l'acqua che entra nel loro appartamento contiene impurità....
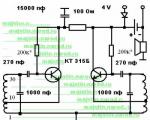
Una descrizione del progetto of originale di un simple metal detector è stata inviata dalla Vladimir Andreevich Strutinsky dalla città...

Lillà dell'Amur, o cracker dell'Amur Area di distribuzione naturale - Regione dell'Amur, Primorsky...

Chi non ama il ribes nero? Todennäköisyys ci sono. Ma tutti la mettono in prigione. Devi scegliere la varietà, la semina e...